想知道淮上【当地】景观护栏_防撞护栏厂实时报价产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。
以下是:淮上【当地】景观护栏_防撞护栏厂实时报价的图文介绍
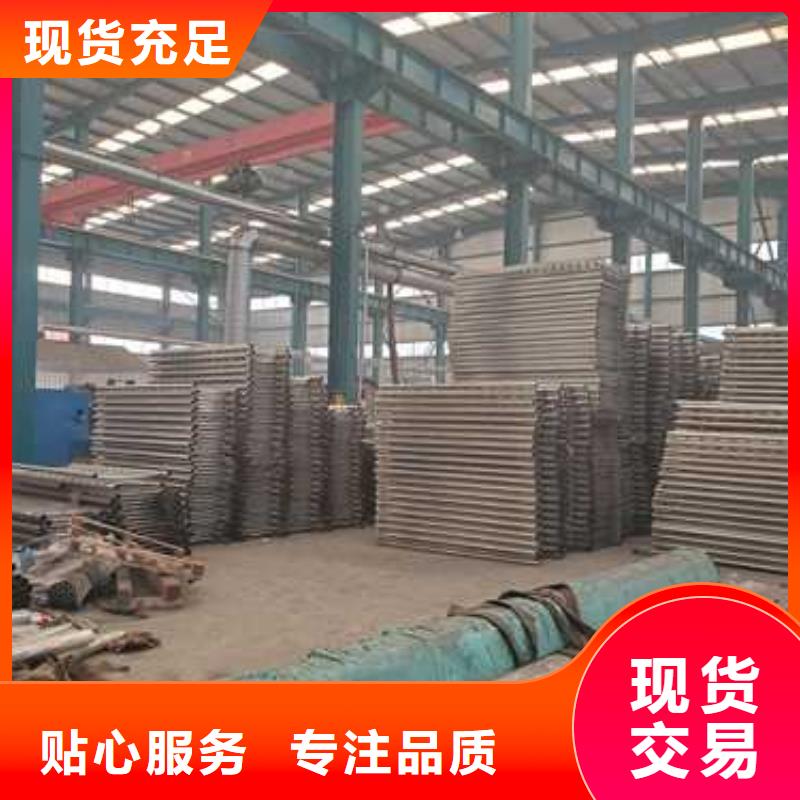
淮上镀锌喷塑防撞栏的详细介绍
自产自销 就近发货

不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合 节能及普及的原则。 不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合 节能及普及的原则。 不锈钢复合管于2002年 标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越外表,以及碳素钢良好的抗弯强度及抗冲击性。 符合家节能及普及的原则。不锈钢复合管于2002年家标准GB/T18704-2002正式颁布,不锈钢复合管由技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。
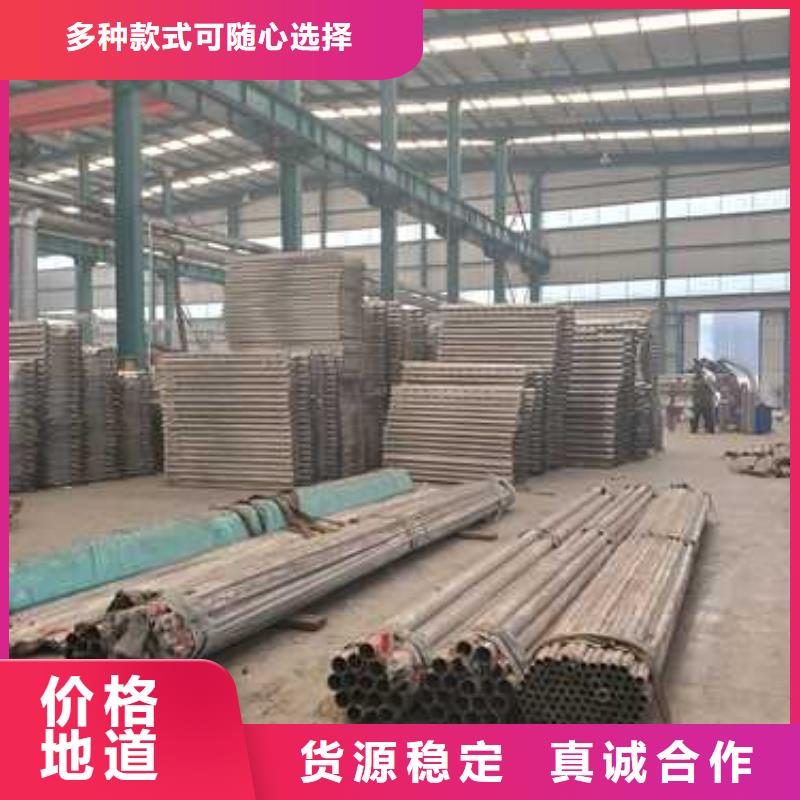
产品细节

淮上镀锌喷塑防撞栏产品生产注重细节,精心选择原材料,精湛的淮上镀锌喷塑防撞栏生产流程

淮上镀锌喷塑防撞栏每道工序把关到位,多年淮上镀锌喷塑防撞栏行业经验生产效率高

淮上镀锌喷塑防撞栏源头厂家,出厂价直接给到客户,经久耐用,性能稳定
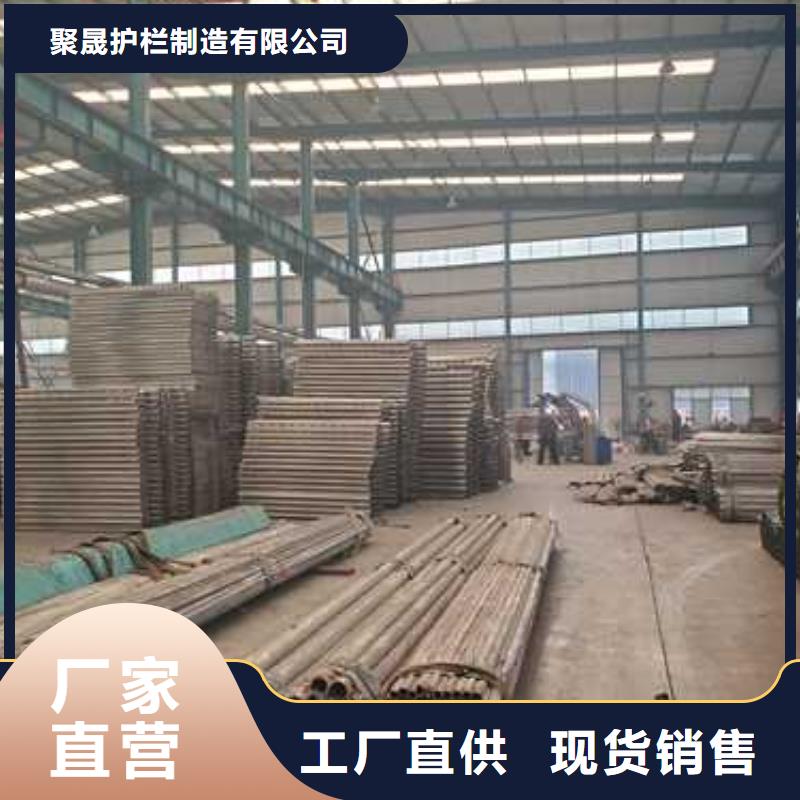
企业介绍
聚晟护栏制造有限公司全体员工将开拓进取,争创,保质保量的完成每一个 淮上镀锌喷塑防撞栏、产品,我们竭诚为广大客户朋友提供的淮上 淮上镀锌喷塑防撞栏、技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!




 扫一扫
扫一扫